Vývoj vlákien do vláknobetónu



Vlákna do vláknobetónu, tak ako celé stavebníctvo, sa neustále vyvíjajú. Tempo vývoja sa neustále spomaľuje a zlepšenia sa zameriavajú na čoraz menšie detaily. Pozornosť sa od takmer dokonalých materiálových a tvarových riešení presúva na technológiu spracovania, kde sa momentálne nachádzajú najväčšie rezervy. TSÚS do tohto procesu vstupuje ako notifikovaná osoba, osvedčovacie miesto, znalecká organizácia, diagnostické pracovisko, ale aj ako výskumné pracovisko.



Prvýkrát sa predchodcovia súčasných výstužných vlákien použili podľa odhadov pred 3 500 rokmi, keď sa krehké (na slnku sušené) tehly vystužovali slamou. Postupom času sa ako výstužný materiál do mált začala používať konská srsť. Ďalším typom vlákien, ktoré sa používali takmer 100 rokov, boli azbestové vlákna. Keď sa zistilo, že majú negatívny vplyv na zdravie, začal sa intenzívny výskum nových druhov rozptýlenej výstuže, ktorý viedol k vytvoreniu oceľových vlákien (obr. 1). Tento typ vlákien sa uviedol najskôr na americký trh, a to v šesťdesiatych rokoch minulého storočia, na európsky sa dostal až v sedemdesiatych rokoch [1]. Od tohto momentu sa vlákna zdokonaľujú a prechádzajú určitým vývojom, čo má vplyv na vlastnosti výsledného stavebného materiálu (prevažne betónu), do ktorého sa pridávajú. Navyše, v deväťdesiatych rokoch minulého storočia sa na trh uviedli syntetické (polymérové) vlákna a dodnes sa rozširuje ich sortiment, ako aj materiálová báza.
Vlákna v súčasnosti
Vlákna sa používajú ako rozptýlená výstuž do heterogénnych materiálov, ktoré vykazujú nízku pevnosť v ťahu, pričom pri správnej technológii výroby takéhoto kompozitu majú tendenciu izotropne zlepšovať jeho mechanické vlastnosti pri namáhaní ťahom a tlakom.
Vlákna už dávno nie sú len oceľové a polymérové. Pribudli k nim sklené, uhlíkové, dokonca kompozitné z viacerých materiálov alebo z jedného, ale s rôznymi vlastnosťami. Každý typ vlákien má svoje špecifické použitie. Okrem materiálovej bázy sa vlákna rozlišujú aj podľa dĺžky alebo v prípade podobných prierezových charakteristík aj podľa štíhlostného pomeru. Využitie a efektívnosť využitia podmieňuje aj tvarovanie strednicovej osi vlákna.
Z pôvodne jednoduchého výrobku určeného na zlepšenie vlastností najmä krehkých materiálov sa stal sofistikovaný výrobok, ktorého neustály vývoj rozšíril oblasť využitia na prenos zaťažení v špecifických situáciách.
Rozptýlená výstuž sa navrhuje najmä na prenášanie napätí vplyvom plastického zmrašťovania, zvlášť na účinky dynamického zaťažovania počas prevádzky, alebo dokonca na statické pôsobenie a nahradenie tradičnej prútovej alebo sieťovej oceľovej výstuže.
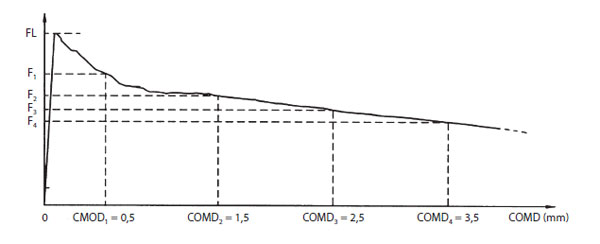
Obr. 2 Pracovný diagram vláknobetónu
Pokrok a trendy v oblasti vlákien a vláknobetónov
Rozptýlená výstuž sa pôvodne využívala predovšetkým na zabránenie vzniku trhlín v jednotlivých materiáloch alebo výrobkoch. Rozptýlené vlákna výstuže zvyšovali integritu celého systému a vďaka tomu redukovali prejavy objemových zmien súvisiacich najmä s kolísaním vlhkosti. Neskôr sa zistilo, že pridávaním rozptýlenej výstuže možno efektívne vystužovať inak krehké materiály a nahradiť tak určitú časť tradičnej výstuže. Na základe návrhu tradičnej výstuže (určitá plocha výstuže na určitý prierez betónového prvku pri určitom zaťažení) sa usúdilo, že tradičnú výstuž možno nahradiť výstužou rozptýlenou, pričom sa významne skráti čas potrebný na výrobu konštrukcie a dosiahnu sa úspory na inak časovo náročných procesoch viazania alebo zvárania výstužných mreží. Ďalšou nespornou výhodou je, že vlákna v betóne zvyšujú jeho húževnatosť a absorpciu energie vo forme nárazov alebo vibrácií. Vláknobetón je výhodný aj pri zhotovovaní stavebných konštrukcií, pri ktorých sa predpokladá (dovoľuje) vznik trhliny, pretože práve vlákna zabezpečujú spolupôsobenie susedných betónových krýh a redukujú tak lokálnu deformáciu konštrukcie pri zaťažení.
V inom štádiu zase pomáhajú distribuovať a prenášať vnútorné napätia v tuhnúcom a tvrdnúcom kompozite tak, aby zostal celistvý a mohol dosiahnuť požadovanú životnosť, čo je dôležité najmä pri významných konštrukciách vystavených agresívnym vplyvom. Uvedené výhody vláknobetónu sú len akousi laickou informáciou, s ktorou si však stavebný inžinier nemôže vystačiť. Úžitkové vlastnosti treba preto hodnotiť z hľadiska materiálov vlákien, čím sa zadefinuje aj oblasť ich použitia.
Na zabezpečenie správnej funkcie vláknobetónovej konštrukcie a zamedzenie vzniku jej potenciálnych neskorších porúch treba rozlišovať aspoň dve zásadné oblasti použitia vlákien do vláknobetónu. Prvou je oblasť statická. Vlákna navrhnuté v určitej dávke majú úplne alebo čiastočne nahradiť oceľovú prútovú alebo sieťovú výstuž. Vzhľadom na materiálové charakteristiky ocele, ktorú vlákna nahrádzajú, treba, aby aj tieto vlákna dosahovali vysokú pevnosť v ťahu, vysokú ťažnosť, vysoký modul pružnosti a vysokú súdržnosť s cementovým tmelom. Odhliadnuc od najnovších dvojzložkových vlákien, sú na toto použitie vhodné len oceľové vlákna (STN EN 14889-1).
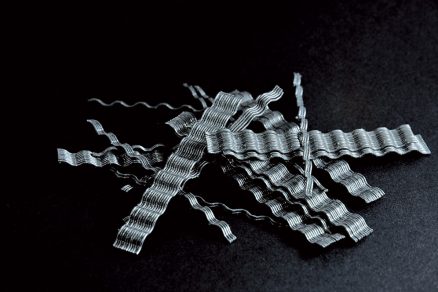
Samozrejme, ani v prípade oceľových vlákien nie je vlákno ako vlákno, a preto treba brať do úvahy jeho pozdĺžny tvar, tvar a priemer priečneho rezu, dĺžku, ako aj technológiu výroby, s ktorou úzko súvisí
drsnosť povrchu a súdržnosť s cementovým tmelom [6] (obr. 3 až 5). Všetky tieto charakteristiky majú zásadný vplyv na spracovateľnosť čerstvého vláknobetónu a na mechanické vlastnosti zatvrdnutého vláknobetónu – nepriamo prostredníctvom spracovateľnosti (a súvisiacej homogenity), ale aj priamo, a to prostredníctvom účinnej plochy prierezu vlákien [7]. Oceľové vlákna sa teda navrhujú na statické pôsobenie v betóne. Ich úlohou je prenos statických a dynamických zaťažení pôsobiacich na konštrukciu. Na tieto účely a bežné zaťaženia sa odporúčajú navrhovať v dávkach v rozpätí približne od 30 do 90 kg/m3 [8]. Vláknobetón s takouto dávkou vlákien bezpečne zaistí prenos napätí vyvolaných zaťažením a v prasknutom priereze, teda po prekročení medze úmernosti, a tak zaisťuje reziduálnu pevnosť.
 |
 |
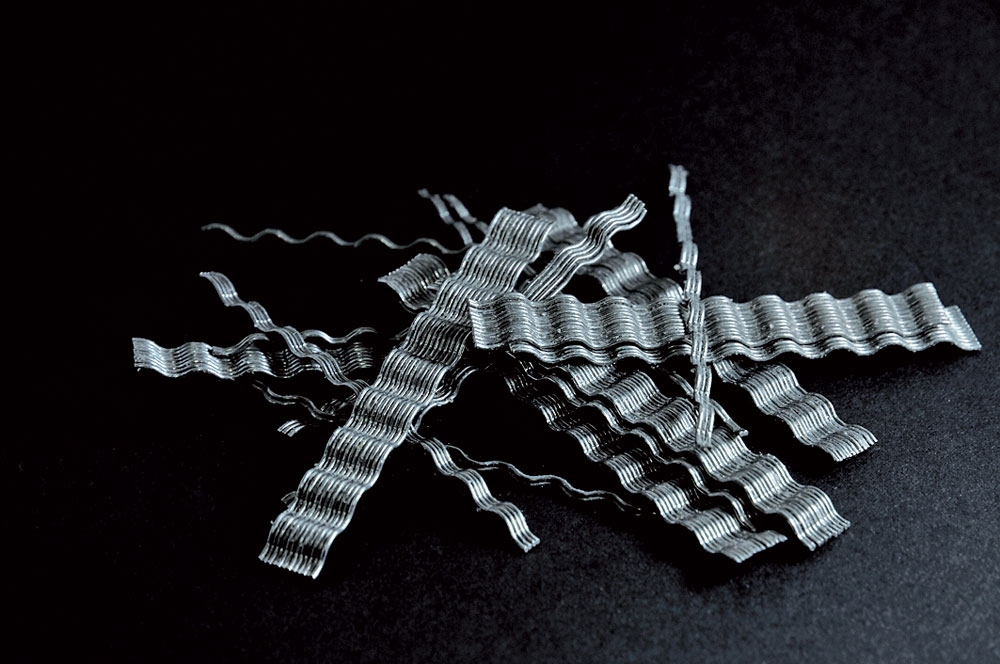
| Obr. 3 Oceľové vlákna vlnité s dĺžkou 60 mm | Obr. 4 Oceľové vlákna s dĺžkou 20 mm s háčikom na konci |
 |
|
| Obr. 5 Oceľové vlákna s dĺžkou 6 mm | |
 |
 |
| Obr. 6 Polymérové fibrilované vlákna | |
Druhú oblasť použitia zameranú na celistvosť a trvanlivosť konštrukcie možno bez akýchkoľvek pochybností vztiahnuť priamo na syntetické (polymérové) vlákna (STN EN 14889-2). Syntetické vlákna sa rozdeľujú podľa technológie výroby na monofilamentné a fibrilované (obr. 6). Zatiaľ čo monofilamentné sú na prvý pohľad jemné a pripomínajú vlákna buničiny, fibrilované vlákna sa vyrábajú napríklad sekaním „fólie“ polyméru na vlákna s požadovanými rozmermi. Technológia výroby a súvisiace rozmerové vlastnosti majú kľúčový vplyv na rovnomernosť distribúcie vlákien počas miešania, a teda aj na účinnosť pri obmedzovaní prejavov objemových zmien betónu [7]. Ak by sa chcel účel použitia polymérových vlákien zjednodušiť, potom by sa navrhovali na obmedzovanie vzniku zmrašťovacích trhlín v betóne. Logicky by sa teda mohli pridávať do betónu tých stavebných konštrukcií, ktoré sa budú realizovať v letnom období, špeciálne ak budú veľkou plochou vystavené prostrediu s nízkou relatívnou vlhkosťou. Zvláštnu pozornosť a zváženie použitia syntetických vlákien si vyžadujú stavebné konštrukcie, ktoré budú mať celospoločenský význam, resp. očakáva sa od nich dlhá životnosť, a to najmä ak budú vystavené agresívnemu prostrediu, ktoré by degradáciu stavebnej konštrukcie prostredníctvom zmrašťovacích trhliniek rapídne urýchľovalo. Vo všeobecnosti sa odporúča dodržať dávkovanie minimálne 0,9 kg/m3, no ukazuje sa, že so zvyšujúcou sa jemnosťou vlákien (hlavne pri monofilamentných) možno bezpečne znížiť dávku na približne 0,6 kg/m3 [7].
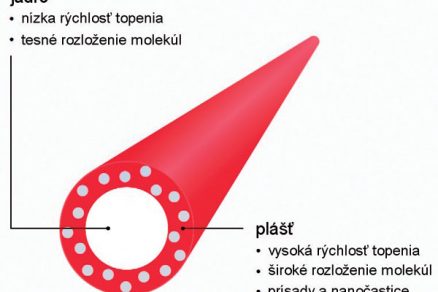
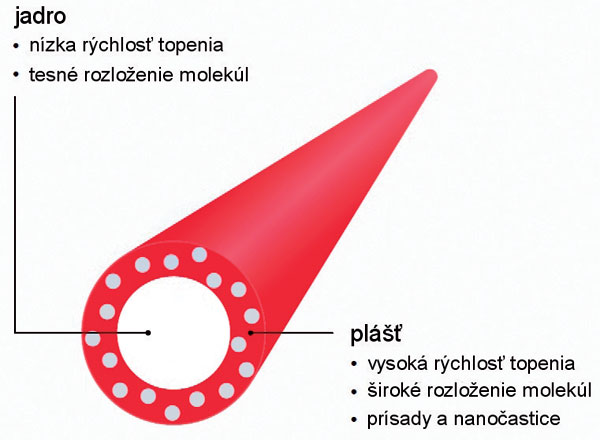
Vďaka významnému pokroku v oblasti nanotechnológií za uplynulé desaťročie možno vyrábať vlákna do betónu aj na báze uhlíka a rôznych polymérov. Ako skutočný prevrat sa javia dvojzložkové polymérové vlákna. Novou technológiou výroby vlákien pozostávajúcich z jadrovej časti a z plášťa (s rôznymi úpravami, obr. 7) sa dajú dosiahnuť mechanické vlastnosti polymérových vlákien, aké v prípade klasických termoplastov dosiaľ neboli možné. Vylepšené mechanické vlastnosti vylučujú nevýhody, ktoré majú oceľové vlákna [5]. Výsledky skúšok na vláknobetónových vzorkách s použitím dvojzložkových vlákien prezentovali v roku 2009 laboratóriá EMPA. Z výsledkov vyplýva 10- až 15-krát vyššia súdržnosť s cementovým tmelom v porovnaní s tradičnými polymérnymi vláknami a možnosť bezpečnej náhrady dávky 30 kg/m3 oceľových vlákien za dávku 5 kg/m3 dvojzložkových vlákien [5].
Spolu s vláknami sa však vyvíja aj trh. Európski výrobcovia ponúkajú široký sortiment vlákien do vláknobetónu. Všetky tieto vlákna prešli mnohými skúškami a preukázaním zhody. V súčasnosti sa skúšky vlákien vykonávajú najmä pre výrobcov z Ázie, ktorí v snahe o vstup na európsky trh musia rovnako preukázať zhodu s európskymi normami.
Ako sa vláknami zaoberá TSÚS
TSÚS sa vláknami a ich vplyvom na vlastnosti betónu zaoberá v rámci preukazovania zhody. V tomto prípade vykonáva skúšky vlákien a vláknobetónu v zmysle STN EN 14889-1 týkajúcej sa oceľových vlákien a STN EN 14889-2 týkajúcej sa polymérových vlákien. Z tohto procesu sa získavajú výsledky o geometrických parametroch vlákien (rozmery a tvar), ako aj o ich mechanických vlastnostiach (pevnosť v ťahu, modul pružnosti a ťažnosť). Okrem toho sa zisťuje vplyv vlákien na vlastnosti čerstvého a zatvrdnutého betónu – vplyv na konzistenciu a vplyv na pevnosť v ťahu (pri ohybe). Vplyv vlákien na betón sa overuje na vzorkách vyrobených z referenčného betónu podľa STN EN 14845-1. Konzistencia čerstvého betónu bez vlákien a s vláknami sa overuje podľa STN EN 12350-3. Vplyv vlákien na ťahové vlastnosti betónu sa overuje skúšaním pevnosti v ťahu pri ohybe betónových trámcov s meraním reziduálnej (zostatkovej) pevnosti podľa STN EN 14651.
Kritériá hodnotenia vplyvu vlákien na pevnosť betónu sú uvedené v STN EN 14845-2.
Meranie obsahu vlákien v čerstvom a zatvrdnutom betóne sa vykonáva podľa EN 14721. Z týchto skúšok pochádzajú rozsiahle databázy výsledkov. Sortiment vlákien a ich parametrov je natoľko široký, že vytvorenie štatisticky použiteľných výberov s viacerými rovnakými znakmi a odvodenie všeobecne platných závislostí je prakticky nemožné.
Okrem toho TSÚS pôsobí aj ako znalecká organizácia, diagnostické pracovisko a akreditované laboratórium. Z týchto činností sa získavajú poznatky z reálnych aplikácií vláknobetónu na stavbách na Slovensku. Zvyčajne sa však zamestnanci TSÚS dostanú k týmto stavebným konštrukciám
až ex post. Hľadajú sa príčiny vzniku poruchy alebo až poruchy stavebnej konštrukcie. Zväčša je zásadnou chybou zanedbanie predvýrobnej prípravy a overenia nielen vhodnosti receptúry, ale aj parametrov miešania a technológie ukladania betónu.
V neposlednom rade sa TSÚS viac či menej podieľa na riešení mnohých výskumných úloh. V oblasti vláknobetónu si pozornosť zaslúži projekt Fiberdist pod vedením Ing. Mareka Ďubeka zo Stavebnej fakulty STU, na ktorom TSÚS participoval.
Zistenia TSÚS
V roku 2008 sa v TSÚS spracovávala a vyhodnocovala databáza výsledkov skúšok oceľových a polymérových vlákien. Napriek rôznorodosti okrajových podmienok, resp. parametrov vlákien sa podarilo dospieť k niekoľkým záverom a opísať tak pôsobenie vlákien v betóne.
Štíhlosť vlákien (L/d) má vplyv na zmenu konzistencie čerstvého betónu (ČB) po ich pridaní. So zvyšujúcou sa štíhlosťou vlákien pri ich konštantnej dávke sa znižuje spracovateľnosť ČB [2]. Vláknobetón sa teda stáva tuhším, čo má vplyv na segregáciu zŕn kameniva a tzv. potenie betónu počas zhutňovania. Táto skutočnosť sa overila skúškami konzistencie vláknobetónu s dávkou oceľových vlákien 25 kg/m3. Vyhodnotením výsledkov sa preukázalo, že použitím vlákien so štíhlosťou L/d = 80 sa čas Vebe predĺžil o 51 % a použitím vlákien so štíhlosťou L/d = 50 o 21 %, čo potvrdilo uvádzanú súvislosť medzi štíhlosťou vlákien a konzistenciou vláknobetónu.
Závislosť konzistencie od tvaru vlákien (najmä strednicovej osi) sa zisťovala z výsledkov skúšok priamych a vlnitých vlákien s dĺžkou 50 mm, všetky pri dávkach 25 kg/m3. Porovnaním výsledkov relatívnych zmien konzistencie sa dospelo k záveru, že vďaka vlnitému tvaru vlákien (obr. 3) sa čas Vebe predlžuje približne o 15 % v porovnaní s priamym tvarom. V tomto bode sa však porovnávali priame vlákna s vlnitými, ktoré mali rôzne štíhlosti (L/d). Dôležité je preto podotknúť, že štíhlosť vlnitých vlákien spôsobila rozdiel časov Vebe medzi týmito dvoma vzorkami až 8 %.
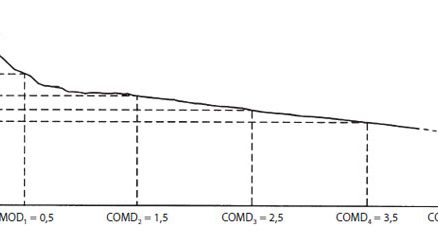
 Reziduálna pevnosť v ťahu pri ohybe fR (po vzniku trhliny v celom priereze) sa stanovuje pri jednotlivých deformačných stupňoch takzvaných CMOD (crack mouth opening displacement – obr. 2). Integrovaním výsledného spojitého pracovného diagramu sa sekundárne získa obraz o schopnosti telesa absorbovať zaťažovaciu energiu, čo vyjadruje tuhosť kompozitu [2]. Ovplyvňuje ju v prvom rade množstvo pridaných vlákien vyjadrené zvyčajne hmotnostnou dávkou ČB (kg/m3). V zásade platí jednoduchá úvaha, že čím je dávka vlákien vyššia, tým viac ich je vhodne orientovaných na prenos zaťaženia, a teda pôsobia ako výstužové elementy umožňujúce zmenšiť hrúbku vláknobetónovej konštrukcie [1]. Vplyv dávky vlákien sa hodnotil na dávkach s hmotnosťou 20 a 25 kg/m3 veľmi podobných vlákien (nie však úplne totožných). Výsledky sú zachytené na obr. 8. Porovnaním vzoriek s rovnakými značkami sa zistilo zvýšenie reziduálnej pevnosti v ťahu pri CMOD 3,5 mm o 0,26 až 0,39 MPa, čo predstavuje relatívnu zmenu o 14 až 30 %.
Reziduálna pevnosť v ťahu pri ohybe fR (po vzniku trhliny v celom priereze) sa stanovuje pri jednotlivých deformačných stupňoch takzvaných CMOD (crack mouth opening displacement – obr. 2). Integrovaním výsledného spojitého pracovného diagramu sa sekundárne získa obraz o schopnosti telesa absorbovať zaťažovaciu energiu, čo vyjadruje tuhosť kompozitu [2]. Ovplyvňuje ju v prvom rade množstvo pridaných vlákien vyjadrené zvyčajne hmotnostnou dávkou ČB (kg/m3). V zásade platí jednoduchá úvaha, že čím je dávka vlákien vyššia, tým viac ich je vhodne orientovaných na prenos zaťaženia, a teda pôsobia ako výstužové elementy umožňujúce zmenšiť hrúbku vláknobetónovej konštrukcie [1]. Vplyv dávky vlákien sa hodnotil na dávkach s hmotnosťou 20 a 25 kg/m3 veľmi podobných vlákien (nie však úplne totožných). Výsledky sú zachytené na obr. 8. Porovnaním vzoriek s rovnakými značkami sa zistilo zvýšenie reziduálnej pevnosti v ťahu pri CMOD 3,5 mm o 0,26 až 0,39 MPa, čo predstavuje relatívnu zmenu o 14 až 30 %.
Reziduálnu pevnosť ovplyvňuje aj tvar vlákien. Vychádzalo sa z predpokladu, že zložitejší tvar vlákien zabezpečuje ich lepšie zakotvenie v cementovom tmele, čiže vyššie výsledné fR. V prípade vlnovkových vlákien v porovnaní s priamymi s prostými s háčikmi na koncoch (obr. 4) sa očakávali vyššie reziduálne pevnosti. Porovnanie výsledkov skúšok na vláknach priamych a vlnitých v dávkach 25 kg/m3 podľa obr. 9 viedlo k prekvapivému záveru. Vlnité vlákna vykazovali počas celej skúšky o 17 až 34 % nižšie reziduálne pevnosti ako priame vlákna s háčikmi a s rastúcim CMOD sa fR znižovalo čoraz rýchlejšie. Predpokladá sa, že výsledok možno vysvetliť vyrovnávaním zvlneného tvaru vlákien, no zatiaľ je to len domnienka.
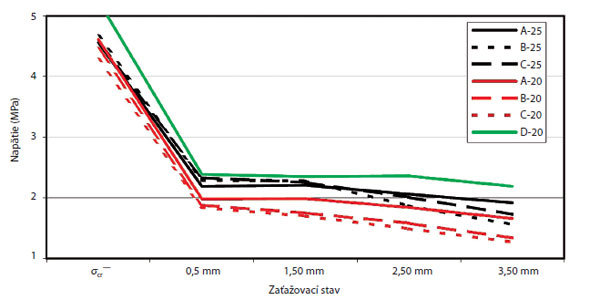
Obr. 8 Vplyv dávky vlákien na reziduálnu pevnosť (číslo v označení znamená dávku v kg/m3)
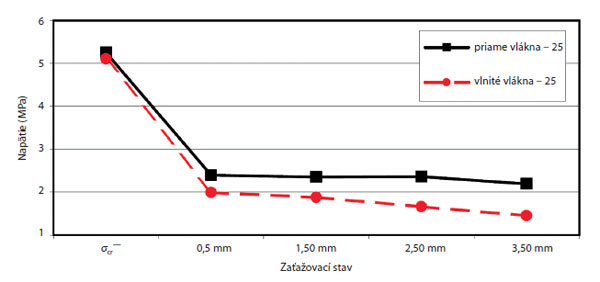
Obr. 9 Vplyv tvaru pozdĺžnej osi vlákien na reziduálnu pevnosť
(číslo v označení znamená dávku v kg/m3)
Technologická náročnosť vláknobetónov
Pri návrhu vláknobetónu sa vychádza z predpokladu, že všetky oceľové vlákna sú v betóne rovnomerne rozptýlené (distribuované) a orientované všetkými smermi. V takom prípade by jedna tretina všetkých vlákien mala byť orientovaná v smere každej z troch hlavných osí (smerov). Do výpočtu na prenášanie účinkov určitého zaťaženia preto vstupuje jedna tretina dávky oceľových vlákien. V praxi sa možno stretnúť s problémom, že sa nedodržiavajú minimálne odporúčané dávky vlákien 30 kg/m3.
Dosiahnutie vyžadovaných materiálových charakteristík vláknobetónu je podmienené nielen správnym výberom jednotlivých zložiek, ale aj správnou metódou ich spracovania a zabudovania do budúcej konštrukcie. Tá po vyzretí plní svoju funkciu. Funkčné požiadavky a vlastnosti sú v celom priereze a objeme rovnaké. Vlákna rozmiestnené rovnomerne takéto vlastnosti zabezpečujú. Ich smer a orientácia by mali mať okolo každej osi v trojdimenzionálnom priestore rovnaké zastúpenie. Zabezpečiť takúto homogenitu je náročné, pretože existuje veľa vstupných faktorov, ktoré ovplyvňujú žiadané výsledky. Namieste je preto kontrola a overovanie rozmiestnenia vlákien, ktorým by sa mali zhodnotiť a prehodnotiť všetky alebo aspoň časť procesov výroby vláknobetónovej konštrukcie. Od momentu začatia pridávania navrhnutej dávky oceľových vlákien (stanoveného typu) do betónu začínajú proces výroby vláknobetónovej konštrukcie ovplyvňovať činitele, ktoré majú priamy aj nepriamy vplyv na distribúciu vlákien, a teda aj na vlastnosti výslednej vláknobetónovej konštrukcie. Takýchto činiteľov sa bežne vyskytuje približne 20. Zistili sa rôzne závislosti medzi geometriou vlákien, časom a rýchlosťou miešania vláknobetónu. Nie je možné ich však zovšeobecniť na akúkoľvek receptúru betónu a typy vlákien. Vláknobetón preto zatiaľ zostáva materiálom s veľkým potenciálom, no v dôsledku nedostatočného poznania a priebežnej výrobnej kontroly sa v konvenčnom pozemnom staviteľstve okliešťuje jeho používanie len na nenosné (zvyčajne plošné) stavebné konštrukcie, ako sú napríklad roznášacie dosky podláh. V prípade možnosti zabezpečenia rovnomernej distribúcie oceľových vlákien v betóne a jej kontroly by sa dali z vláknobetónu realizovať aj niektoré nosné konštrukčné prvky.
V rámci výrobno-kontrolných skúšok vláknobetónových konštrukcií sa vyžaduje kontrola množstva (rovnomernosti distribúcie vlákien) postupom podľa STN EN 14721+A1: 2008. Metóda však charakterizuje len rovnorodosť súboru vzoriek odobratých počas vyprázdňovania autodomiešavača. Je stanovené kritérium na maximálny rozdiel medzi zisteným množstvom vlákien a predpísanou receptúrou do 10 %. Výsledky nemožno interpretovať v zmysle rovnomernosti distribúcie v určitej časti konštrukcie a už vôbec nie v zmysle orientácie vlákien v smere hlavných osí stavebnej konštrukcie. Na tieto účely existujú rôzne skúšobné metódy, ktoré však v bežnej stavebnej praxi dosiaľ nenašli uplatnenie, zvyčajne pre technickú a technologickú náročnosť a nároky na technické vybavenie. Ide napríklad o digitálne snímkovanie a následnú analýzu (fotogrametriu). Sú to metódy, ktoré si v priebehu ostatných približne desiatich rokov nachádzajú miesto aj v oblasti stavebníctva, skúšobníctva, výskumu a vývoja, či už na úrovni technológií, alebo materiálového inžinierstva. Všetky známe metódy overovania rovnomernosti rozptýlených vlákien (CT-SCAN, X-RAY) ponúkajú hodnotu rovnomernosti na jednotku objemu alebo aj plochy.
Spolupráca na výskume a vývoji
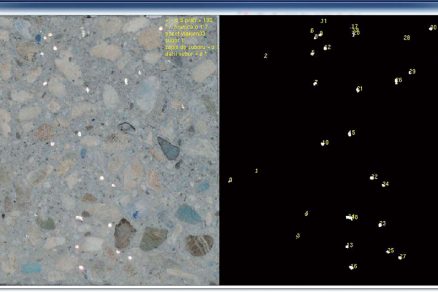
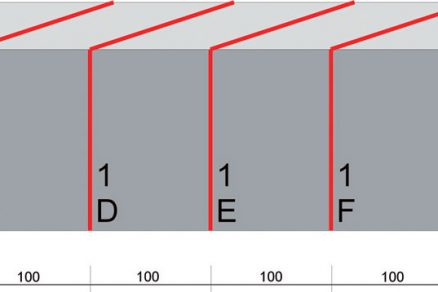
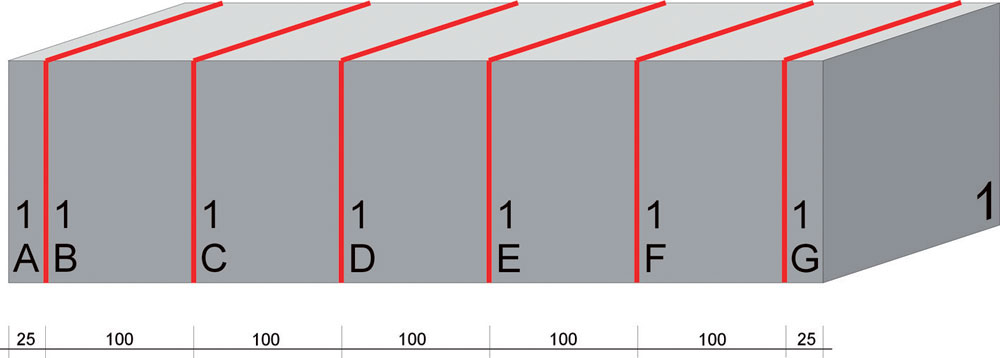
TSÚS participoval na už spomínanom projekte Fiberdist. Projekt sa zameral na zostrojenie a overenie funkčnosti nástroja na fotogrametrické hodnotenie rovnomernosti rozptýlenia (distribúcie) vlákien v betóne, ako súčasti spracovávanej metodiky skúšania. Vytvoril sa softvérový nástroj na analýzu a zber dát z digitálnych snímok priečnych rezov vláknobetónu, v ktorom sa identifikujú oceľové vlákna, ich počet a poloha. Funkčnosť a spoľahlivosť vrátane numerického stanovenia rovnomernosti distribúcie vlákien sa v týchto dňoch testuje na verzii beta, pričom sa na hodnotenie používa 60 vzoriek (priečnych rezov – obr. 10 a 11).
 |
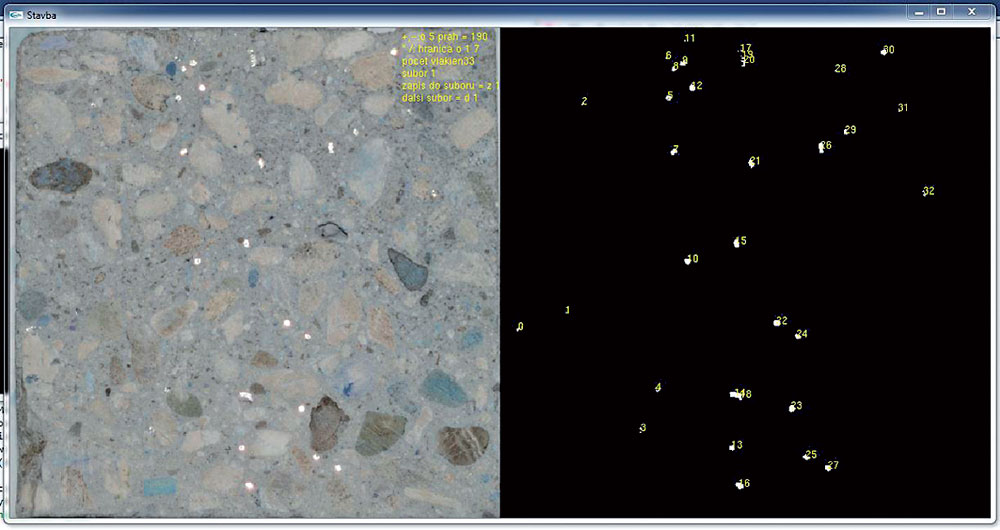 |
| Obr. 10 Schéma priečnych rezov skúšobnými telesami | Obr. 11 Príklad primárneho grafického výstupu fotogrametrie |
Záver
Pôvodným zámerom po zintenzívnení výskumu v oblasti vláknobetónov bolo zjednodušenie zhotovovania vystužených betónových konštrukcií. Postupom času, vedeckým pokrokom a rozširovaním sortimentu, ale aj odhalením technologických problémov spracovania čerstvého vláknobetónu sa pôvodný zámer míňa účinku. Vláknobetón je zložitý materiál s možným potenciálom na znižovanie prácnosti in situ, ale len za predpokladu, že sa dôsledne dodržia odporúčané dávky vlákien, dôsledne sa navrhnú a overia receptúry a technológie spracovania a výrobno-kontrolné skúšky. Vďaka dlhoročným skúsenostiam, know-how a technickému vybaveniu je TSÚS aj v budúcnosti pripravený riešiť špecifické problémy neustále sa vyvíjajúceho vláknobetónu s cieľom zabrániť vzniku chýb a porúch pri aplikácii vláknobetónu.
TEXT: Ing. Peter Briatka, PhD., Ing. Daniel Kratochvíla
FOTO a OBRÁZKY: archív autorov
Ing. Peter Briatka, PhD., je výskumným pracovníkom v TSÚS, Bratislava, so špecializáciou na technológiu zhotovovania betónových konštrukcií.
Ing. Daniel Kratochvíla pôsobí ako posudzovateľ v oddelení preukazovania zhody stavebných prvkov a látok v TSÚS, Bratislava.
Recenzoval prof. Ing. Mikuláš Šveda, PhD., ktorý pôsobí na Katedre materiálového inžinierstva Stavebnej fakulty STU v Bratislave.
Článok bol spracovaný pri príležitosti 60. výročia pôsobenia Technického a skúšobného ústavu stavebného na stavebnom trhu.
Literatúra
1. Labib, W. – Eden, N.: An Investigation into the Use of Fibres in Concrete Industrial Ground-Floor Slabs. Liverpool: Liverpool John Moores University, 2006.
2. Chanh, N.: Steel Fibre Reinforced Concrete. Ho Chi Minh City University of Technology, Vietnam.
3. Žiogas, V. – Juočiūnas, S: Design and Installation Peculiarities of Monolithic Concrete Floor. Kaunas: Kaunas University of Technology, 2005.
4. Meda, A. – Plizzari, G. – Sorelli, L.: Fracture Properties of Concrete Reinforced with Hybrid Fibres.
Bergamo: University of Bergamo, 2003.
5. Kauffman, J. et al.: Novel bi-component fibers for the mechanical reinforecement of concrete.
In: Empa activities 08/09. Dübendorf: EMPA, 2009, s. 34 – 35.
6. Hela, R. – Klablena, P. – Krátký, J. – Procházka, J. – Štěpánek, P. – Vácha, J.: Betonové průmyslové podlahy. Praha: Informační centrum ČKAIT, 2006.
7. Briatka, P. – Ševčík, P.: Hodnotenie vplyvu rozptýlenej výstuže na vlastnosti betónu. In: BETON TKS, 2009, č. 2, s. 74 – 81.
8. Svoboda, P. – Doležal, J.: Průmyslové podlahy a podlahy v objektech pozemních staveb. Bratislava:
JAGA GROUP, 2007.
Článok bol uverejnený v časopise Stavebné materiály.